


Наши разработки в области CVD
Нами разработаны:
- современный комплекс оборудования для проведения CVD процессов, получены патенты на некоторые устройства,
- методики безводородного осаждения таких высокотемпературных материалов, как: тантал, карбид тантала, молибден, кремний и силициды,
- теоретические основы низкотемпературного безводородного процесса химического газофазного осаждения материалов с помощью восстановления галогенидов парами металлов-восстановителей,
- ведутся разработки методов нанесения других покрытий.
 CVD-материалы и покрытия находят все более широкое применение в авиационно-космической, медицинской, автомобильной промышленности, в производстве и переработке нефти и газа, производстве энергии (в том числе атомной и возобновляемой), в микроэлектронике и во многих других отраслях промышленности.
CVD-материалы и покрытия находят все более широкое применение в авиационно-космической, медицинской, автомобильной промышленности, в производстве и переработке нефти и газа, производстве энергии (в том числе атомной и возобновляемой), в микроэлектронике и во многих других отраслях промышленности.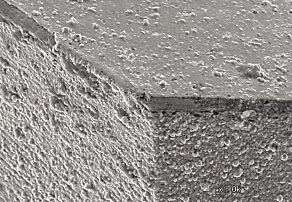 Методика CVD позволяет наращивать твердые вещества на поверхности с помощью химических превращений паров летучих веществ. Осаждение из газовой фазы протекает через ряд последовательных стадий: испарение, перенос, зародышеобразование и рост; последняя стадия тесно связана со структурой осадка и напряжениями в нём. Для каждого из указанных процессов разрабатывается специализированное оборудование.
Методика CVD позволяет наращивать твердые вещества на поверхности с помощью химических превращений паров летучих веществ. Осаждение из газовой фазы протекает через ряд последовательных стадий: испарение, перенос, зародышеобразование и рост; последняя стадия тесно связана со структурой осадка и напряжениями в нём. Для каждого из указанных процессов разрабатывается специализированное оборудование.